New Paragraph



Oily sludge, a hazardous by-product of petroleum extraction, refining, and storage, poses significant environmental and operational challenges. Rich in hydrocarbons yet contaminated with water, solids, and heavy metals, its management is tightly regulated and cost-intensive. Thermal desorption has emerged as a superior recovery method, with the thermal desorption unit (TDU) offering a controlled and efficient platform for resource reclamation. By integrating with pyrolysis plant principles, TDU systems combine environmental compliance with economic returns. High Recovery Yield of Hydrocarbons One of the primary advantages of a thermal desorption unit lies in its capacity to extract and recover valuable hydrocarbons from oily sludge. Under controlled heating, hydrocarbons are volatilized and condensed into reusable oil fractions. These recovered liquids can be refined into industrial-grade fuel or reintegrated into refinery operations. Typical recovery rates range from 40% to 60% of the oil content, depending on sludge composition and process temperature. This significantly offsets disposal costs and creates a revenue stream from previously classified waste. In comparison to biological or chemical treatments, thermal desorption delivers a much higher material recovery ratio with minimal residual contamination. Volume Reduction and Waste Minimization Post-treatment residues from the thermal desorption process consist mainly of inert solids with substantially reduced hydrocarbon content—often meeting criteria for landfill acceptance or potential reuse in civil construction. This drastic reduction in hazardous volume diminishes long-term liability and disposal fees. By decreasing the mass of waste requiring further handling, the TDU aligns with waste hierarchy principles and supports integrated waste management frameworks. Facilities processing oily sludge on-site can also avoid cross-border transport of hazardous waste, reducing emissions and regulatory complexity. Closed-Loop, Environmentally Controlled Process Modern TDU systems are designed as sealed, continuous or semi-continuous processing lines with advanced thermal control. In contrast to open incineration or landfilling, thermal desorption takes place in a contained environment, preventing fugitive emissions and uncontrolled combustion byproducts. Exhaust gases pass through a multistage treatment system including cyclonic separators, condensers, and activated carbon filters. This ensures compliance with air quality standards and minimizes ecological disturbance. Integration with a pyrolysis plant further enhances energy efficiency by repurposing process gas for internal heating. Compatibility with Diverse Sludge Types Thermal desorption units are engineered to handle a broad spectrum of sludge compositions—ranging from refinery tank bottoms and oil-water separator residues to drilling muds and API sludge. The system can accommodate variations in water content, viscosity, and solid load without major modifications to the core process. This adaptability reduces the need for upstream sludge homogenization and increases operational flexibility. It enables centralized treatment hubs to serve multiple waste generators, optimizing asset utilization and reducing per-ton treatment costs. Enhanced Regulatory Compliance and Liability Reduction The environmental liability associated with improper oily sludge disposal is significant, with potential penalties, remediation costs, and reputational damage. A TDU ensures destruction or recovery of hazardous constituents within regulated thresholds, simplifying permitting and audit processes. Thermal desorption also supports compliance with international frameworks such as the Basel Convention and ISO 14001. When used in conjunction with automated documentation and emission monitoring systems, it provides traceable records of sludge treatment, aligning with ESG reporting and third-party verification requirements. Integration with Decentralized Energy and Resource Networks By leveraging the operational synergies of a pyrolysis plant, a thermal desorption unit can become part of a broader decentralized waste-to-resource network. Recovered oil may fuel boilers or turbines, while non-condensable gases can be used as supplementary energy sources. Residual solids, when processed further, can contribute to construction aggregates or be encapsulated for safe disposal. This model aligns with industrial symbiosis and circular economy strategies, reducing dependency on virgin fuels and minimizing material waste. For remote or off-grid locations such as oil fields or drilling sites, TDU systems offer autonomous waste management without the need for extensive infrastructure. Economic Justification in Oilfield and Refinery Operations From an investment standpoint, thermal desorption units offer rapid return on capital when deployed near the waste generation source. Cost savings from avoided transport, regulatory compliance, recovered hydrocarbons, and waste minimization collectively enhance project viability. Given rising scrutiny over hydrocarbon waste streams, the role of thermal desorption is transitioning from niche remediation to a core operational function. As environmental and energy regulations tighten, the integration of TDU within pyrolysis-based recovery systems will become a standard for responsible and profitable sludge management.

Efficient, uninterrupted operation of a biochar machine requires a harmonized interaction of feedstock preparation, thermal control, mechanical integrity, and process automation. Sustained throughput depends not only on reactor performance but also on peripheral systems that ensure stable, predictable conversion of biomass into carbon-rich solids. The integrity of the continuous process relies on granular attention to both design parameters and operational protocols. Feedstock Homogeneity and Moisture Regulation Raw material inconsistency remains a primary factor in performance disruptions. Biomass with fluctuating particle size or moisture content leads to irregular thermal profiles inside the reactor chamber. To maintain thermal equilibrium, biomass input must be preconditioned to meet specific granulometry and moisture benchmarks — typically ≤15% for optimal pyrolytic efficiency. Chipping, drying, and screening units should be integrated upstream of the biochar equipment . In tropical or humid regions, solar drying may be supplemented with waste heat from the condenser system. Uniform feed ensures that combustion zones within the reactor remain stable, avoiding temperature oscillations that can trigger process stoppages or carbon quality degradation. Precise Control of Pyrolysis Parameters The continuity of biochar pyrolysis machine is highly sensitive to the thermal regime within the reactor. Maintaining target temperatures, typically between 450°C and 650°C, is critical. Excessive temperatures lead to over-carbonization and structural compromise of the reactor lining, while low temperatures yield incomplete devolatilization and reduce product yield. A robust control system must regulate biomass feeding rate, residence time, and reactor temperature. Thermocouple sensors should be strategically positioned throughout the pyrolysis zone and continuously monitored by a PLC (Programmable Logic Controller). Feedback loops can automate adjustments to feeding augers and air intake valves to prevent thermal imbalance. Integration of Syngas Recycling for Process Heating Continuous pyrolysis demands a consistent heat source. Utilizing the non-condensable fraction of syngas as a thermal energy carrier reduces reliance on auxiliary fuel and enhances system autonomy. Gas burners, calibrated to match reactor heat demand, can draw directly from the internal gas collection line, closing the energy loop. To prevent burner fouling or pressure inconsistencies, a gas cleaning module — typically consisting of a cyclone separator, spray tower, and oil-water separator — must be maintained at peak operational readiness. Clean gas combustion supports sustained high-temperature zones with minimal emissions and low downtime. Ash Discharge and Conveyor Synchronization Carbon residue and ash must be extracted continuously without interrupting upstream processes. If the discharge system lags or jams, thermal flow may be blocked, triggering a cascade of failures. A screw conveyor system with variable-speed control allows the outflow to match the carbonization rate precisely. Thermal insulation of the discharge section is necessary to preserve temperature gradients and prevent condensate formation, which could introduce water into the char stream. In advanced setups, water-cooled or nitrogen-purged discharge chambers prevent spontaneous combustion and oxidation of the finished biochar. Scheduled Preventive Maintenance and Wear Management Refractory lining degradation, bearing fatigue, and corrosion of flue gas ducts are gradual but inevitable in high-temperature environments. Predictive maintenance systems, including vibration monitoring, thermographic inspections, and real-time wear analytics, are essential to pre-empt mechanical failures. Consumable components — gaskets, chains, bushings, and thermocouples — should follow a replacement cycle based on operational hours, not failure events. Spare part inventory and skilled technical support must be localized or rapidly accessible to prevent extended outages. Automation and Remote Monitoring Digital supervision is a cornerstone of 24/7 biochar machine operation. Modern units incorporate SCADA (Supervisory Control and Data Acquisition) systems that allow remote diagnostics, anomaly detection, and data logging. Alerts for temperature excursions, feed interruptions, or gas pressure drops enable fast intervention before process disruptions escalate. Integrated software platforms can optimize energy input per kilogram of char produced, providing operators with actionable efficiency metrics. These insights, over time, enable continuous process refinement and operational resilience.

The efficiency of a pyrolysis plant converting waste plastic into usable fuel depends heavily on the chemical pathways taken during the cracking process. One of the most persistent challenges in plastic pyrolysis is the unintended formation of wax oil—a viscous, semi-solid byproduct with limited industrial value and poor flow characteristics. Minimizing or preventing its generation is critical for maximizing liquid oil yield and enhancing system stability. The Chemistry Behind Wax Oil Formation Wax oil forms predominantly when long-chain hydrocarbons produced during depolymerization do not undergo sufficient secondary cracking. This typically occurs under suboptimal thermal conditions or when residence time is too short in the high-temperature zone of the reactor. Specifically, polyethylene (PE) and polypropylene (PP)—the most common plastic waste feedstocks—tend to yield waxy compounds if the cracking temperature remains below 400°C. In addition to temperature, the rate of feedstock heating and the absence of a suitable catalyst influence hydrocarbon chain scission. Incomplete breakdown leads to paraffinic hydrocarbons with high molecular weight, manifesting as wax oil. Once accumulated, wax oil can clog condensation lines, lower overall oil recovery efficiency, and necessitate frequent maintenance shutdowns. Reactor Design Optimization A critical variable in preventing wax oil lies in reactor engineering. A continuous plastic pyrolysis equipment with an elongated high-temperature reaction zone allows better control over residence time and thermal exposure. Rotary kiln reactors and fluidized bed systems outperform batch models by maintaining consistent heat profiles and enabling uniform material mixing. The inclusion of internal mixing blades or screw augers ensures feedstock remains evenly exposed to heat, promoting complete depolymerization. Additionally, implementing a staged heating approach—wherein temperature gradually increases from preheating to cracking zone—can aid in breaking down complex plastic polymers more completely. Catalyst Selection and Application Catalytic pyrolysis is a proven method to reduce wax oil generation. Catalysts accelerate secondary cracking reactions and lower the activation energy required for carbon chain breakdown. Zeolite-based catalysts, particularly ZSM-5 and Y-zeolite, are widely used due to their strong acidity and shape-selectivity. Catalysts can be introduced in-situ—mixed with feedstock—or placed in a downstream cracking chamber. The latter method allows for selective conversion of condensable wax vapor into lighter hydrocarbons before they solidify. However, the catalyst choice must align with the chemical nature of the feedstock and reactor configuration to avoid undesired side reactions. Feedstock Preparation and Segregation Not all plastics yield the same results. Feedstock heterogeneity increases the likelihood of wax oil formation. High-density polyethylene (HDPE), for example, has a higher wax-forming tendency compared to polystyrene (PS) or polyethylene terephthalate (PET). Therefore, segregating plastic streams and pre-processing materials—such as shredding into uniform particles—contributes to more predictable and efficient thermal degradation. Moisture and contaminants, such as PVC or metal residues, also hinder reaction efficiency and can affect temperature distribution inside the reactor. A pre-drying and screening stage should be incorporated into the feeding system of the plastic to fuel machine to ensure consistent feed quality. Temperature Control and Heat Transfer Efficiency Maintaining a steady operational temperature—typically between 450°C and 500°C—is fundamental. Temperature fluctuations result in uneven cracking and can promote partial polymer breakdown. Installing multi-point thermocouple arrays and PID-controlled heating systems ensures thermal precision throughout the reaction chamber. Furthermore, enhancing heat transfer by using heat-conductive inserts or improving insulation reduces energy loss and sharpens the temperature gradient. Faster and more uniform heating discourages the formation of intermediate wax compounds. Post-Condensation Vapor Cracking In some cases, wax vapor escapes the reactor but solidifies in the condensation unit. Incorporating a secondary high-temperature vapor cracker between the reactor and condenser allows for in-line treatment of these vapors. This unit can be electrically or thermally heated and may include a catalytic bed to further convert long-chain hydrocarbons into lighter fractions. Operational Protocols and Monitoring Preventing wax oil also involves consistent operational discipline. Operators should adhere to standardized ramp-up and cool-down procedures and avoid sudden feedstock surges that may disrupt thermal equilibrium. Data logging and real-time monitoring of key parameters—temperature, pressure, vapor flow rate—enable predictive maintenance and quick corrective actions.
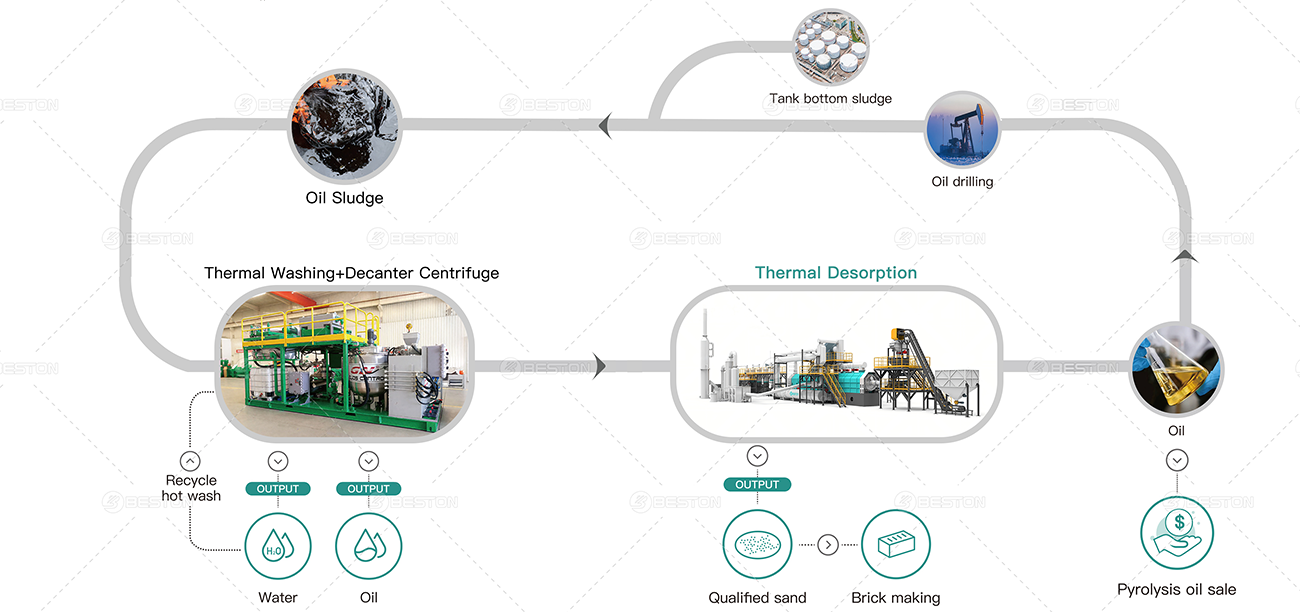
The management of oil-contaminated waste has long posed an environmental and technical challenge for petroleum-producing regions. Among available solutions, thermal desorption has emerged as a principal method for hydrocarbon recovery and waste minimization. The trajectory of this technology—both in design and performance—has been shaped by tightening regulations, material science innovations, and the increasing demand for circular economy practices. Early Thermal Approaches: Incipient Principles Initial concepts of thermal desorption were rooted in basic volatilization techniques. Primitive systems operated in batch mode with minimal temperature control, targeting surface-level hydrocarbons through direct heating. These units were limited in scope, processing capacity, and contaminant profile. Typically deployed in remedial projects, they lacked the scalability and precision required for industrial applications. These early designs, though rudimentary, demonstrated that hydrocarbons could be effectively separated from oily matrices at elevated temperatures without combustion. The challenge was to elevate throughput while reducing energy consumption and meeting evolving emission standards. First-Generation TDU Systems: Direct-Heating and Low Retention By the 1980s, first-generation TDU ( Thermal Desorption Unit ) systems began to incorporate controlled temperature zones and enhanced residence time. Direct-fired rotary kilns and screw conveyors were commonly adopted. These systems operated within 300°C–450°C and were capable of treating oil-based drill cuttings, refinery sludge, and tank bottom residues. Key features of this generation included: Low to moderate throughput (1–5 tons per hour) Manual feed mechanisms Limited vapor capture or treatment While effective in removing light to medium-chain hydrocarbons, these units had high energy intensity and often released volatile organic compounds (VOCs) into the atmosphere. Environmental agencies soon imposed stricter emissions controls, pushing the need for more advanced systems. Second-Generation Advancements: Indirect Heating and Modularization A technological leap occurred in the 1990s and early 2000s with the development of indirectly heated TDU systems. These designs introduced external heat sources, such as electric heaters or thermal oil, to minimize direct contact between flame and waste. The approach significantly reduced the risk of oxidation and ensured better control of thermal profiles. Improvements in this phase included: Modular designs for mobile and offshore use Enhanced vapor recovery units with condensers and scrubbers Greater automation and process stability Increased focus was also placed on recovering hydrocarbons for reuse rather than destruction. Systems began incorporating condensate recovery lines capable of producing reclaimed oil suitable for industrial burning or re-refining. Third-Generation Systems: High-Efficiency and Multi-Phase Treatment The modern era of TDU technology is defined by high-throughput, continuous systems capable of processing complex multi-phase waste. These include centrifuge-separated oil sludge, emulsified mixtures, and materials with high water and solids content. Contemporary TDU designs feature: Operating temperatures of 450°C–650°C Heat recovery systems to minimize fuel use Advanced PLC-controlled feedback loops Integrated pre-treatment and vapor condensation trains The integration of mechanical dewatering, indirect thermal separation, and post-treatment polishing stages has elevated recovery efficiency. Hydrocarbon recovery rates can now exceed 90%, with residual solid outputs compliant with hazardous waste criteria in many jurisdictions. Environmental Integration and Global Deployment The expansion of thermal desorption technology into global oil markets—particularly in the Middle East, North Africa, and Southeast Asia—has been accelerated by the need to address legacy waste and ongoing refinery operations. Regulatory frameworks such as the Basel Convention and national waste classification systems have pressured operators to adopt low-emission, recoverable technologies. TDU systems are now often designed with: Carbon capture readiness Zero-liquid discharge (ZLD) compatibility Compliance with EU BAT (Best Available Technique) references This shift marks the convergence of environmental stewardship with economic return. Operators are no longer treating sludge as disposable waste, but as a resource stream containing valuable hydrocarbons and reusable inert materials. Looking Ahead Thermal desorption is no longer a single-technology solution but part of an integrated waste valorization platform. Innovations in hybrid heating, AI-based control, and low-carbon fuel integration will continue to redefine TDU performance standards. In the broader context of sustainable oilfield operations, thermal desorption remains a critical link between regulatory compliance and operational profitability—serving both legacy waste treatment and modern production waste streams.
The growing accumulation of plastic waste poses a significant environmental challenge globally. In response, continuous plastic pyrolysis technology has emerged as a promising solution, offering an efficient and scalable approach to managing plastic waste. By converting plastics into valuable resources such as fuel oil, carbon black, and gas, this technology not only reduces plastic pollution but also provides economic benefits. A pyrolysis plant designed for continuous operation streamlines waste processing, enabling improved productivity and energy efficiency. Enhanced Operational Efficiency The most notable advantage of continuous plastic pyrolysis plant lies in its operational efficiency. Unlike batch pyrolysis systems, which require periodic loading and unloading of material, continuous pyrolysis plants operate nonstop. This design significantly enhances throughput, making it ideal for large-scale operations. Plastic waste is continuously fed into the reactor, where it undergoes thermal decomposition in the absence of oxygen, breaking down into usable byproducts like fuel oil and gas. The continuous process also minimizes labor input, as operators only need to monitor and adjust parameters rather than frequently halt production to remove finished material. This leads to reduced operational downtime and labor costs, ultimately increasing the profitability of pyrolysis projects. Furthermore, continuous pyrolysis systems offer a higher degree of process control and automation, allowing for more precise adjustments to temperature, pressure, and feed rate to optimize output. Higher Throughput and Scale For businesses looking to scale up plastic waste recycling, a continuous plastic pyrolysis plant is an excellent choice. The ability to process large volumes of plastic waste consistently allows companies to maximize production while maintaining high efficiency. Whether for recycling plastic from industrial sources or municipal waste streams, continuous pyrolysis can handle a variety of feedstocks, from polyethylene to polypropylene and other common plastic types. The scalability of continuous pyrolysis systems is particularly advantageous in regions with high levels of plastic waste generation. By upgrading or expanding existing facilities with continuous pyrolysis units, businesses can effectively address waste management needs without significant increases in operational complexity. This scalability ensures that larger volumes of plastic can be processed without sacrificing quality or efficiency. Consistent Product Quality In continuous pyrolysis technology, the ability to maintain consistent operating conditions results in more uniform products. The controlled environment inside the pyrolysis plant helps ensure that each batch of plastic waste is processed in the same manner, producing high-quality fuel oil, carbon black, and other byproducts. This uniformity is crucial for industries that rely on these byproducts, such as the energy and materials sectors. Fuel oil produced from pyrolysis can be used in various applications, including as a substitute for conventional fuels in industrial boilers or engines. Carbon black, another key byproduct, is widely used in the production of rubber, inks, and coatings. Continuous operation ensures that these materials meet the required specifications, making them valuable commodities in the marketplace. Lower Environmental Impact Continuous plastic pyrolysis technology contributes to reducing the environmental impact of plastic waste disposal. Traditional methods like landfilling and incineration release harmful chemicals into the environment and contribute to pollution. In contrast, pyrolysis offers a cleaner, more sustainable alternative. The process is environmentally friendly as it prevents plastic waste from accumulating in landfills and avoids toxic emissions associated with incineration. Moreover, the carbon footprint of continuous pyrolysis plants is minimized by the use of energy recovery systems. The gas produced during the pyrolysis process can be captured and used as fuel to power the reactor, reducing the need for external energy sources. This integrated energy management system ensures that the plant operates with maximum energy efficiency, further lowering its environmental impact. Economic Viability Investing in continuous plastic pyrolysis technology also offers significant economic advantages. The sale of byproducts such as fuel oil and carbon black provides a steady revenue stream, making the pyrolysis plant a profitable investment. Fuel oil, for example, can be sold to industries in need of alternative energy sources, while carbon black is in demand across various industries, particularly in tire manufacturing. The reduced operational costs associated with continuous pyrolysis, including lower labor and maintenance expenses, also contribute to the plant's overall economic viability. Additionally, as the technology matures and economies of scale are realized, the capital costs of installing and operating a continuous pyrolysis plant are expected to decrease, making it a more accessible option for a wider range of businesses and municipalities. Flexibility in Feedstock One of the key advantages of continuous pyrolysis technology is its ability to handle a wide variety of plastic feedstocks. Pyrolysis plants can process different types of plastic, including polyethylene, polypropylene, and polystyrene, with minimal pre-treatment. This flexibility makes the technology well-suited to regions with diverse waste streams, as it can accommodate varying types of plastic waste without the need for extensive sorting or processing. Furthermore, continuous pyrolysis plants can be integrated with other waste management technologies, such as mechanical recycling or waste-to-energy systems, to further enhance feedstock flexibility. This adaptability allows businesses to customize their operations to meet local waste disposal needs and further streamline the recycling process. Long-Term Sustainability As the global demand for plastic continues to rise, finding sustainable solutions for managing plastic waste is increasingly important. Continuous pyrolysis technology offers a long-term solution that aligns with circular economy principles. By converting plastic waste into valuable byproducts, pyrolysis supports resource recovery and reduces the need for virgin materials in manufacturing processes. This technology also contributes to a more sustainable waste management model by diverting plastic from landfills and incinerators, which are often costly and environmentally harmful. With the potential for higher efficiency, consistent output, and lower environmental impact, continuous pyrolysis provides a viable pathway toward sustainable plastic waste recycling.

End-of-life tires (ELT) represent a growing environmental liability. However, through the deployment of a continuous pyrolysis plant, they can be repurposed into commercially valuable outputs. Unlike batch models, continuous tire pyrolysis maximizes feedstock throughput, energy efficiency, and uptime—key parameters in enhancing profitability. Operational Continuity as a Revenue Multiplier A continuous tyre pyrolysis plant functions on an uninterrupted feed-discharge cycle, eliminating start-stop inefficiencies common in batch systems. By maintaining stable thermal conditions and eliminating downtime between cycles, facilities can process significantly more material over a given time horizon. 24/7 uptime means higher annual throughput. Reduced thermal shock cycles lower maintenance frequency and extend component lifespan. Automated feeding and discharging reduce manual intervention and associated labor costs. For a standard line processing 20 tons of tires daily, continuous operation enables recovery of over 7,000 tons per year, creating predictable and scalable revenue streams. Multi-Output Product Portfolio Tire pyrolysis yields four primary byproducts: pyrolysis oil, carbon black, steel wire, and non-condensable gas. Each has specific market applications and pricing structures. Pyrolysis oil (45–50% yield) serves as a fuel alternative or industrial heating oil. With mild upgrading, it can enter the bunker fuel or refinery feedstock market. Recovered carbon black (30–35%) is utilized in pigment, asphalt additive, and rubber manufacturing sectors. Micronization and pelletization significantly increase its market value. Steel wire (10–15%) is extracted and sold to scrap dealers, particularly in regions with active ferrous recycling infrastructure. Non-condensable gas powers tyre to oil plant , displacing external energy inputs and reducing fuel expenditures. The diversification of outputs cushions operators from price volatility in any single commodity stream. Input Sourcing and Market Arbitrage Tires are widely available waste materials. In many jurisdictions, governments and waste handlers offer tipping fees or rebates for their processing, effectively converting feedstock acquisition into a revenue event. Tipping fee regimes provide upfront revenue for accepting tires, common in Europe and parts of North America. Circular economy mandates increasingly compel tire manufacturers to collaborate with licensed recyclers, ensuring consistent feedstock flow. Combining waste diversion incentives with product revenue allows for dual-income monetization models. ROI accelerates further when the pyrolysis plant is integrated with downstream refining, pelletizing, or power generation modules. Regulatory and Carbon Offset Leverage In the evolving policy landscape, continuous pyrolysis plants align with both waste reduction mandates and carbon abatement strategies. Valorization of ELTs reduces landfilling and uncontrolled burning, generating carbon offset potential. Carbon credit registration (via voluntary markets or government schemes) can monetize emissions avoided through tire recycling. Compliance with Extended Producer Responsibility (EPR) frameworks may position the plant as a certified downstream recycler, attracting OEM partnerships. Environmental alignment enhances project bankability, investor attractiveness, and long-term market access.
The global stockpile of end-of-life tires (ELT) has escalated into a persistent environmental and logistical burden. While traditional landfilling and incineration present ecological risks, pyrolysis offers a thermochemical alternative—converting rubber waste into marketable tire-derived oil, carbon black, and gas. Yet, the success of a pyrolysis plant is strongly tied to strategic siting. Regions with concentrated feedstock, regulatory flexibility, and downstream consumption channels offer superior viability for tire pyrolysis oil production. Automotive Manufacturing and Disposal Clusters Countries with high vehicle ownership rates and established auto-manufacturing bases generate consistent volumes of used tires. North America, Germany, Japan, and South Korea are prime examples. Within these territories, urban-industrial belts such as the U.S. Rust Belt or the Tokai region of Japan offer synergistic value chains. Decommissioned tires from automotive service centers and scrappage programs can be aggregated with minimal transport cost. Co-locating a continuous pyrolysis plant near tire shredding facilities ensures a steady, pre-processed rubber feedstock stream. Additionally, proximity to automotive suppliers and lubricant blenders enhances the commercial outlet for recovered pyrolysis oil and carbon black. Port Cities with Import-Export Recycling Loops Large coastal metropolises such as Rotterdam, Shanghai, Durban, and Los Angeles function as nodes for global material flow. Inbound used-tire shipments—often from developing countries or OEM surplus—provide surplus feedstock. Port-adjacent industrial zones offer tax incentives, robust energy supply, and tank storage infrastructure. Tire pyrolysis oil produced in these regions can be readily exported as industrial fuel or cracked into light distillates by nearby refineries. Marine fuel substitution also presents a viable offtake strategy, especially in jurisdictions navigating IMO 2020 sulfur regulations. Developing Nations with High Scrap Tire Accumulation Emerging economies frequently experience tire waste accumulation due to limited end-of-life management frameworks. Countries like Nigeria, India, Brazil, and Indonesia present acute waste challenges but also high-value opportunities for pyrolysis deployment. The availability of low-cost labor, coupled with significant informal tire collection networks, reduces operational expenditure. When integrated with government clean-up initiatives or waste-to-energy mandates, a tire pyrolysis plant can serve both environmental remediation and local fuel substitution needs. In these markets, tire-derived oil is often used as a direct replacement for furnace oil in brick kilns and boilers. Regions with Restricted Landfill Access Land-constrained geographies, including parts of the European Union, Taiwan, and island nations such as Sri Lanka or the Philippines, impose stringent landfill bans or taxes on tire disposal. These restrictions accelerate the demand for alternative processing routes, making pyrolysis not only attractive but necessary. Local policy frameworks typically support pyrolysis through tipping fees, feed-in tariffs, or green fuel credits. This regulatory alignment ensures predictable revenue channels, especially when carbon intensity reductions are monetized via compliance or voluntary markets. Oil and Gas Regions Seeking Waste-Derived Fuel Blends Oil-producing zones with refining infrastructure—such as Alberta, Texas, the Persian Gulf, and Eastern Siberia—can efficiently absorb pyrolysis oil into downstream blending systems. These regions benefit from existing hydrocarbon transport, storage, and combustion systems. Deploying a pyrolysis plant in such locations enables tire waste to be repurposed into refinery feedstock, bunker fuel, or even gasifier-compatible liquids. Co-processing in fluid catalytic crackers (FCCs) or hydrocrackers can further enhance the yield profile while meeting environmental emissions thresholds. Mining and Heavy Industry Zones with Onsite Energy Demand Remote mining and cement operations in regions like Western Australia, northern Chile, or South Africa require uninterrupted thermal and electrical energy. Transporting conventional fuel to these sites is costly and logistically complex. Onsite tire pyrolysis plants—fed by local stockpiles or imported baled tires—offer a decentralized fuel generation model. The gas and oil outputs can offset diesel consumption in generators, while the recovered steel can be sold or reintegrated into local smelting operations. Prioritized Siting Criteria for Long-Term Viability Optimal deployment of tire pyrolysis facilities requires harmonizing feedstock logistics, downstream compatibility, and environmental compliance. High tire density zones, industrial energy users, and policy-aligned jurisdictions present the most favorable conditions. Strategically siting a pyrolysis plant in such areas ensures sustainable throughput, minimized waste transport, and economically viable oil recovery from a persistently underutilized resource.
The efficiency and sustainability of biochar production depend significantly on the operation mode of the reactor. Among various operational configurations, continuous operation stands out as a highly effective method, especially for large-scale, industrial applications. A biochar reactor operating continuously can offer numerous advantages, from optimizing production output to reducing operational costs. Understanding the importance of this operational mode is crucial for maximizing the potential of biochar production systems. Uninterrupted Production for High Output The most apparent advantage of continuous operation for a biochar reactor is the ability to maintain uninterrupted production. In contrast to batch systems, where the reactor is loaded, processed, and unloaded intermittently, continuous systems operate seamlessly, allowing for a consistent flow of feedstock and biochar. This results in a higher throughput and greater overall production capacity, which is essential when dealing with large quantities of biomass feedstock. By keeping the reactor running without the need for downtime between cycles, continuous systems maximize the utilization of equipment. This leads to higher efficiency and ensures that resources are used to their full potential. In industries that require a constant supply of biochar, continuous reactors provide the necessary scalability to meet demand and support large-scale operations. Reduced Labor and Operational Costs Continuous operation also helps reduce the labor and maintenance costs associated with biochar production equipment . Since the reactor does not require frequent shutdowns for reloading, unloading, or cleaning, the need for manual intervention is minimized. This decreases the amount of labor required for operational tasks and allows for a more automated system. As a result, staff can focus on monitoring the process, making it easier to maintain consistent quality and address any issues that may arise. Moreover, continuous operation results in less wear and tear on equipment. In batch systems, frequent starts and stops place significant stress on the reactor components, leading to higher maintenance requirements. Continuous systems, on the other hand, experience less mechanical stress, contributing to a longer lifespan for the reactor and reducing the need for costly repairs or replacements. The reduced operational downtime, coupled with a streamlined workflow, allows for more efficient energy consumption. With less energy needed to bring the system up to temperature repeatedly, continuous reactors can operate at a more consistent and energy-efficient level, lowering energy costs over time. Enhanced Process Stability and Product Consistency Another critical benefit of continuous operation is the enhanced stability it offers to the pyrolysis process. In batch systems, fluctuations in temperature, pressure, and feedstock input can lead to inconsistent product quality. Since the continuous reactor operates at a steady pace with a constant supply of biomass, the process becomes more stable. This leads to a more consistent production of biochar, which is crucial for maintaining product specifications and ensuring the desired characteristics of the final product. Furthermore, the ability to maintain a controlled temperature and environment during the continuous process ensures that the biochar produced is of a higher quality. With less variation in heat distribution and biomass input, the consistency of the biochar’s physical and chemical properties, such as surface area and porosity, is greatly improved. For industries that require high-quality biochar, such as agriculture or carbon sequestration, the ability to produce uniform biochar through continuous operation is essential. The improved product quality also allows for better customization of biochar to suit specific application needs, increasing its versatility in various sectors. Environmental and Sustainability Benefits Continuous biochar reactors contribute to sustainability in multiple ways. First, the consistent operation of the reactor reduces the need for raw material transportation and handling, leading to lower fuel consumption and carbon emissions associated with logistics. Moreover, the energy efficiency of continuous systems supports the use of renewable energy sources, further reducing the environmental impact of biochar production. Continuous operation also ensures more effective carbon sequestration. Biochar produced from biomass through pyrolysis is a stable form of carbon, and the steady flow of biomass into the reactor ensures that more carbon is locked into the product rather than being released back into the atmosphere as CO2. This continuous sequestration process helps mitigate the effects of climate change, providing an environmentally friendly solution to carbon emissions. Scalability and Long-Term Viability For large-scale biochar production operations, continuous reactors are indispensable. The ability to scale up production efficiently makes them ideal for meeting the growing demand for biochar, particularly in sectors like agriculture, water treatment, and energy production. Continuous systems are capable of handling larger quantities of biomass with minimal increase in operational complexity. This scalability is essential for businesses aiming to grow their biochar production capacity in response to increasing market demand. In addition, continuous operation ensures the long-term viability of biochar production projects. With minimal downtime and optimized resource utilization, the economic returns of operating a continuous biochar reactor are more predictable and sustainable. Businesses can plan their operations with greater certainty, knowing that they will have a reliable, ongoing source of biochar at a competitive cost.